
Klein, aber oho: Zg2-Schlussscheiben aus dem 3D-Drucker #
Jeder Modellbahner kennt das Problem: Man hat einen wunderschönen Güterzug zusammengestellt, er rollt majestätisch über die Anlage, aber am letzten Wagen fehlt das gewisse Etwas. Die Zugschlusscheiben - Signal Zg2.
Statt auf teure Kleinteile aus dem Zubehörhandel zu setzen, habe ich mir meine Schlussscheiben einfach selbst konstruiert und gedruckt. Hier erfahrt ihr, wie ich dabei vorgegangen bin.
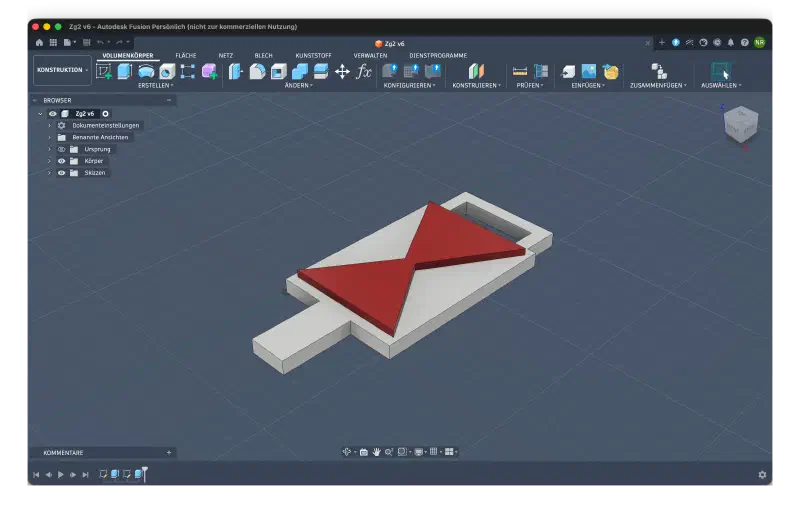
Konstruktion in Fusion 360 #
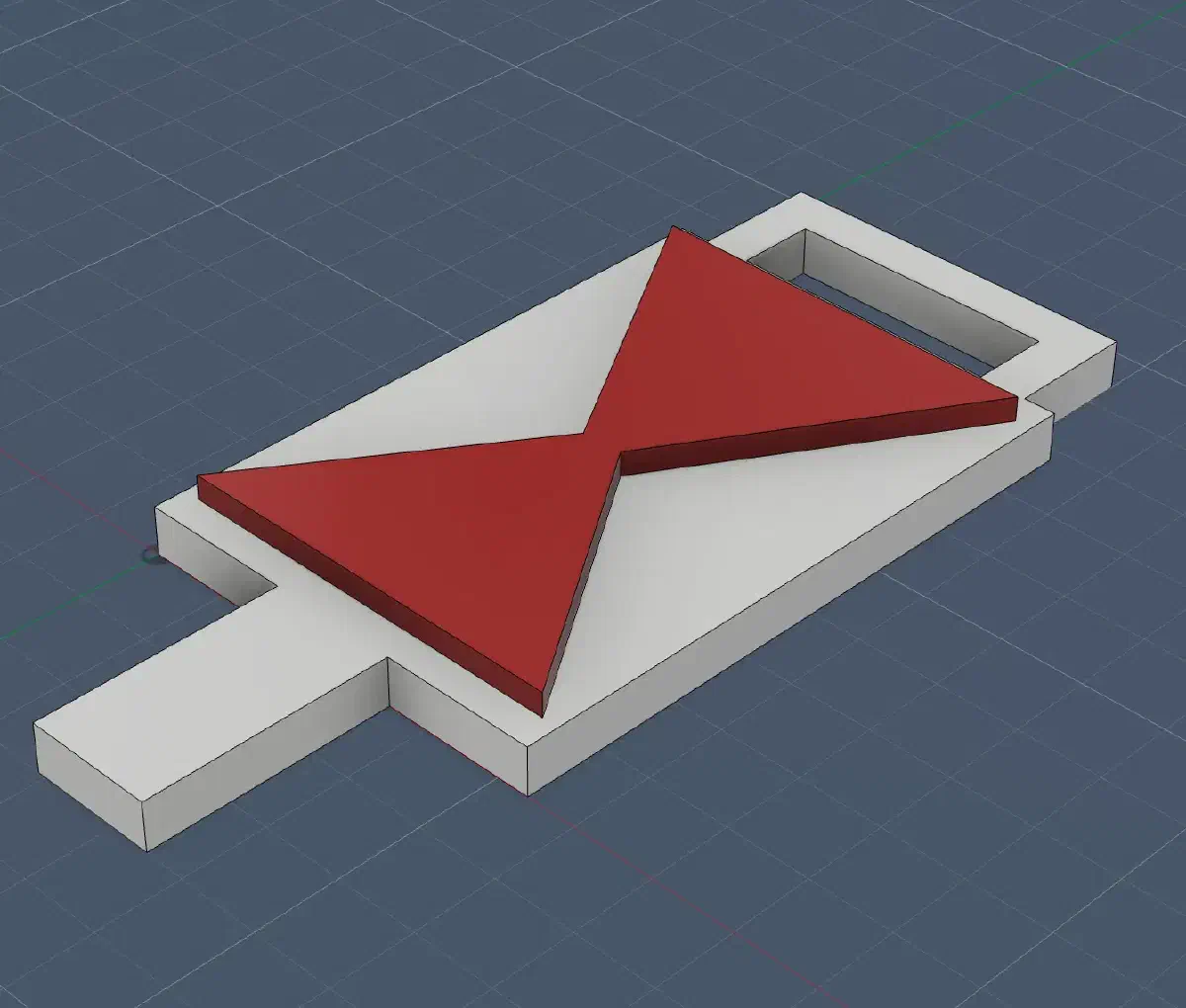
Alles begann am Rechner. Mit Fusion 360 habe ich ein präzises 3D-Modell erstellt. Der große Vorteil der Eigenkonstruktion: Man kann den Haltebügel exakt so dimensionieren, dass er stabil genug ist und perfekt in die Kupplungsaufnahmen oder Gehäusenuten der Wagen passt.
Die Konstruktion war ein iterativer Prozess – die richtige Wandstärke für die verschiedenen Bereiche zu finden, erwies sich als knifflig. Besonders beim rot-weißen Muster war Tüftelei gefragt: Die roten Dreiecke überlappen absichtlich, weil der Drucker beim Farbwechsel sonst kurz pausiert und in der Mitte eine weiße Linie hinterlassen würde.
Bewusster Stilbruch: Sichtbarkeit vor Maßstab #
Obwohl die Anlage im Maßstab 1:87 (H0) gehalten ist, habe ich mich bei den Zg2-Scheiben gegen eine exakte maßstäbliche Verkleinerung entschieden. Warum?
Handling: Winzige, exakt maßstäbliche Teile sind kaum mit den Fingern zu greifen und verschwinden bei der kleinsten Unachtsamkeit im Nirgendwo.
Optik: Etwas größere Scheiben fallen im Fahrbetrieb besser ins Auge. Sie setzen einen klaren Akzent am Zugende, der auch aus einer normalen Betrachterperspektive noch gut wahrnehmbar ist.
Das Werkzeug: Bambu Lab P2S #
Für dieses Projekt kam mein Bambu Lab P2S mit AMS 2 Pro zum Einsatz. Wer die Drucker von Bambu kennt, weiß: Geschwindigkeit ist super, aber bei so winzigen Details wie einer Schlussscheibe in H0 kommt es auf die Präzision an.
Für die erforderliche Präzision habe ich zwei Upgrades angeschafft: ein feines Hotend mit 0,2mm Düsendurchmesser für scharfe Details und die Cool Plate SuperTack Pro von Bambu Lab, die eine glatte, hochwertige Druckbettoberfläche ermöglicht.
Dank des AMS druckt der Drucker das rot-weiße Muster direkt in einem Durchgang. Die Farbtrennung ist absolut scharf – das bekommt man händisch in dieser Größe kaum so sauber hin.

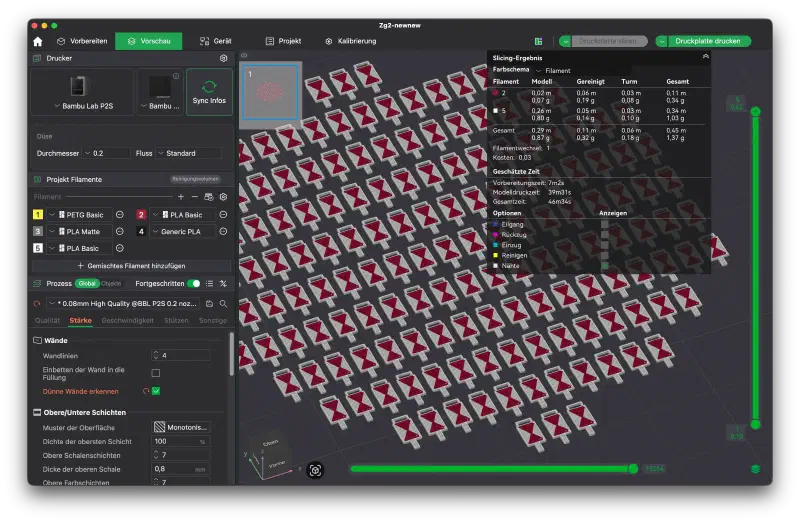
Druckparameter im Slicer #
Bevor der Drucker loslegt, muss das CAD-Modell in die Slicing-Software – im Fall des Bambu Lab P2S ist das Bambu Studio. Der Slicer ist sozusagen der Übersetzer zwischen Designerin und Maschine: Er zerlegt das 3D-Modell in dünne horizontale Schichten, berechnet die optimalen Druckbahnen und generiert die genauen Maschinencode-Anweisungen (G-Code), die der Drucker dann Schicht für Schicht ausführt. Hier lassen sich auch alle kritischen Parameter wie Temperatur, Geschwindigkeit und Schichthöhe einstellen.
Für den Druck habe ich das Profil 0,08mm High Quality BBL verwendet und zusätzlich “Dünne Wände erkennen” aktiviert.
Ergebnis #
Das Ergebnis kann sich sehen lassen: Die Scheiben wurden makellos auf die SuperTack-Oberfläche gedruckt, der Farbwechsel erfolgte präzise und die roten Dreiecke sitzen exakt an ihrem Platz. Mit dem Schaber gleiten die fertigen Zg2-Scheiben wie von selbst von der Druckplatte – es macht einfach Spaß, das Resultat in den Händen zu halten.
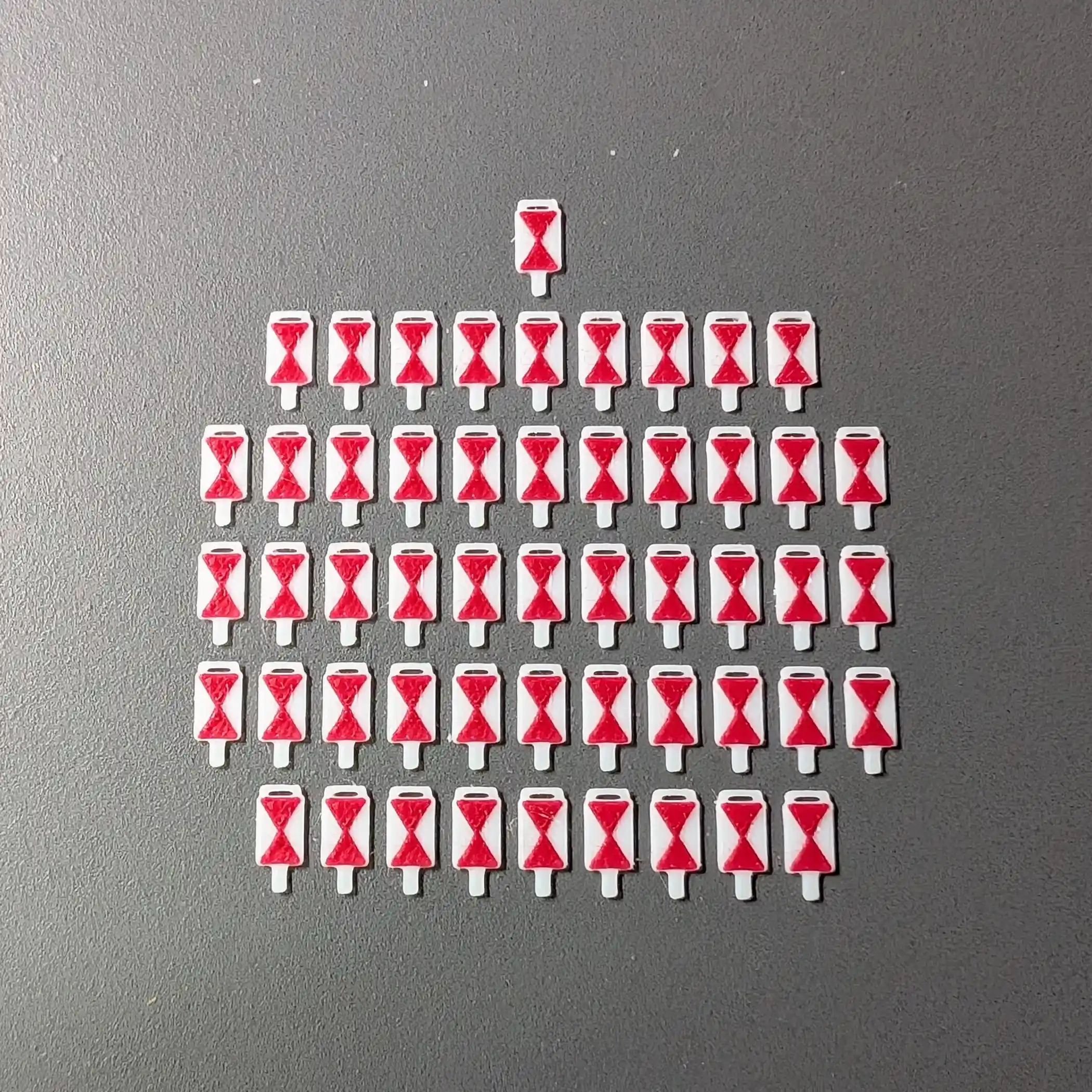


Pro-Tipp für Serienproduktion #
Druckt gleich einen ganzen Schwung auf einmal. Wenn das Druckbett einmal aufgeheizt ist, macht es zeitlich kaum einen Unterschied, ob man 2 oder 100 Scheiben druckt – und man hat immer Ersatz parat!